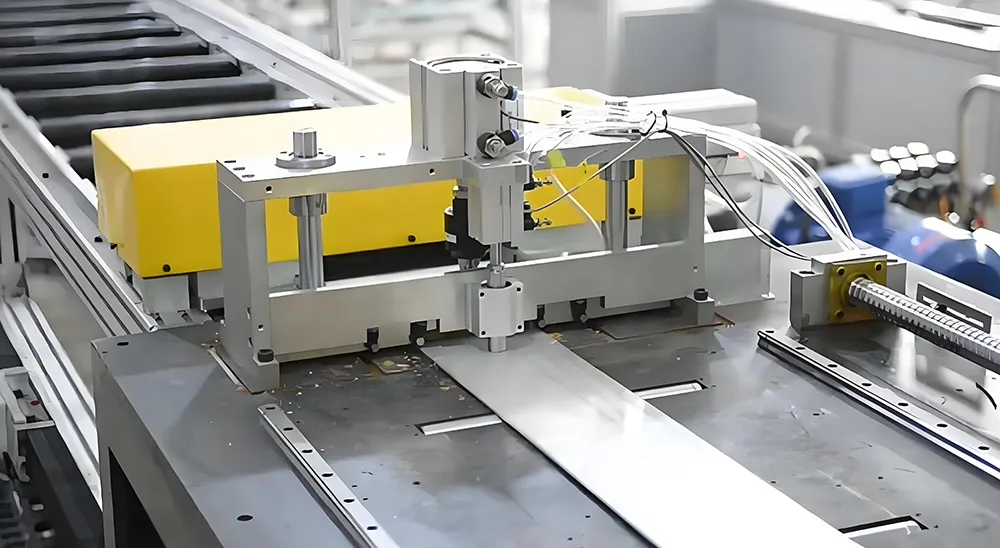
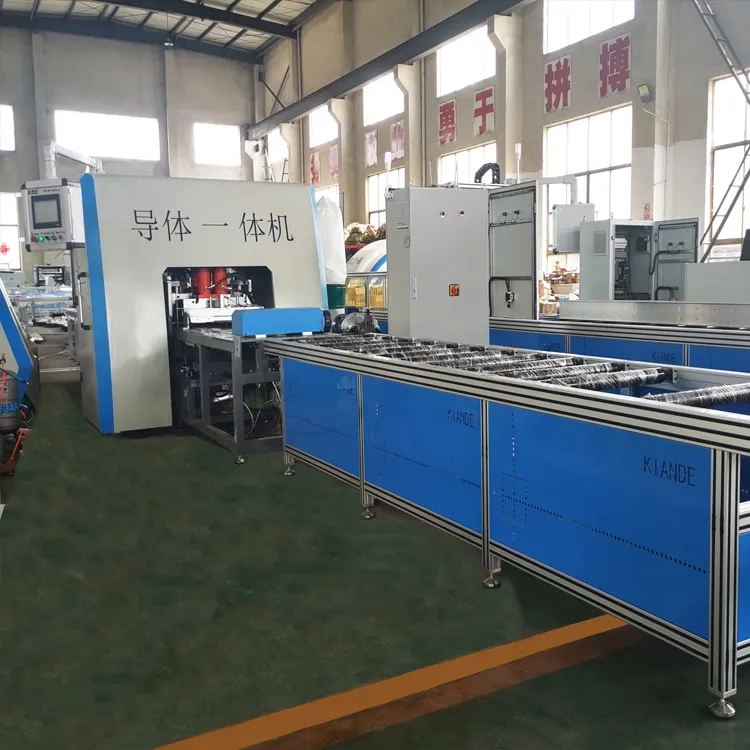
Встроенное оборудование для обработки шин

Основными принципами, которых придерживались наши инженеры компании KIANDE во время проектирования встроенного оборудования для обработки шин KIANDE, в первую очередь выступают снижение расходов на материалы и устранение ошибок, допущенных при ручном изготовлении, что позволяет нам наиболее эффективно справляться с недостатками и ошибками, традиционно возникающими на производстве. Так, стоит отметить, что благодаря использованию передовых технологий ЧПУ, наши производственные системы шин соответствуют строжайшим стандартам электробезопасности без необходимости дорогой ручной доработки после. Процесс производства начинается с автоматизированной подготовки, затем идет штамповка и резка с ЧПУ, которые выполняются непосредственно на основе импортированных вами САПР-данных. Завершающая фаза производства объединяет прецизионную гибку с гидравлическим приводом, что превращает необработанные проводники в готовые детали в рамках единого и непрерывного производственного цикла. Так, будучи спроектированным для стабильной, высокопроизводительной и постоянной работы, наше оборудование по производству шин непременно позволит вам достичь максимальной производительности при минимальном привлечении ручного труда.
Свяжитесь с нашей командой инженеров сегодня, для того чтобы получить бесплатный анализ реализуемости вашего запроса и оптимальные параметры для оборудования в соответствии с вашими требованиями.


- Распределительное и управляющее устройства позволяют обеспечить соединения для шин с высокой проводимостью для распределительных щитов и панелей низкого и высокого напряжения.
- Корпусные системы шин обеспечивают массовое производство прямых участков автобусной магистрали.
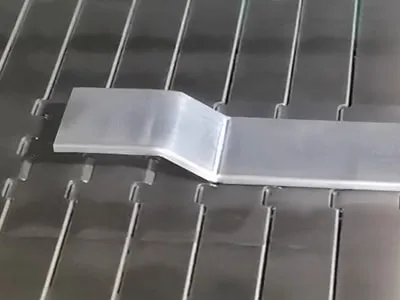
- Клеммы трансформатора способствуют точной гибке и штамповке гибких и твердых медных соединителей.
- Для распределения энергии в центрах обработки данных существуют надежные удлинители для важнейших объектов инфраструктуры.
Штамповка, резка и гибка — всё в одном станке
Беспроблемная загрузка чертежей с автоматическим программированием для исключения ручного ввода данных
Отличная центровка для сложной и многослойной сборки шинопровода
Автоматизация всего производственного цикла — от загрузки до готовой продукции с минимальной трудоемкостью
| Модель | KD-DTYTJ-C/A-4.5(6) | |
| Номинальная сила | Гибка | 400кН |
| Штамповка | 300кН | |
| Рабочий ход по оси Х | 1800мм | |
| Скорость хода по оси Х | 0–150мм/с | |
| Этикетка | Штрихкод, QR-код (опционально) | |
| Размер проводника (Медь/Алюминий) | Длина | 1200–6000мм |
| Ширина | 140–300мм | |
| Плотность | 2–6мм | |
| Точность позиционирования | 0.2мм | |
| Точность повторного позиционирования | 0.05мм | |
| Мощность пильного диска | 2кВт | |
| Диаметр пильного диска | 400мм | |
| Макс. ширина сгиба | 300мм | |
| Макс. разница высоты сгиба | 40мм | |
| Макс. гидравлическое давление | 31.5МПа | |
| Источник питания | 380–415В, 50–60Гц, 10кВт | |